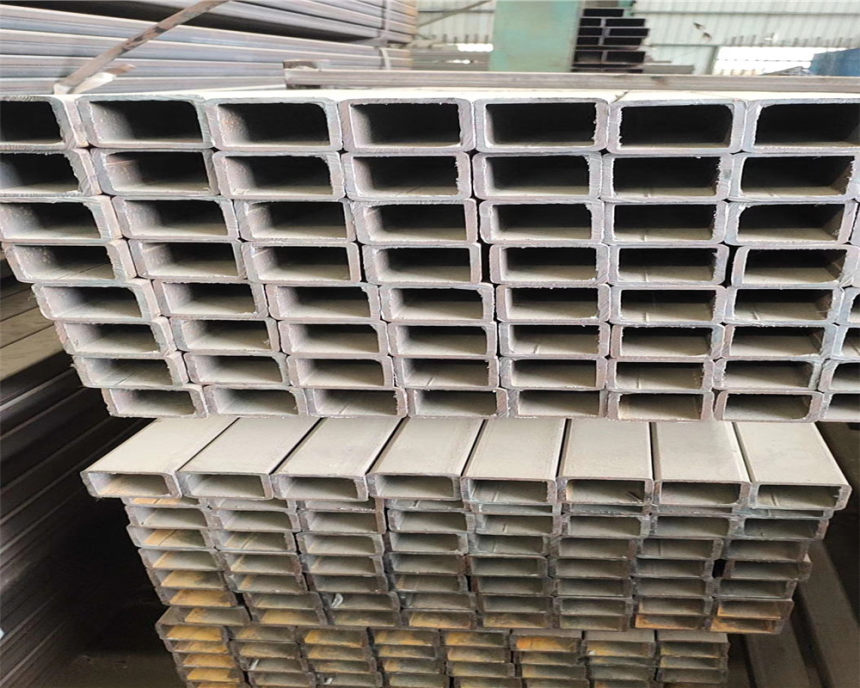
郴州大口径方管汽车底盘矩形方管130*130*10发货神速
发布:2024/2/27 13:59:23 来源:wxztgy666郴州大口径方管汽车底盘矩形方管130*130*10发货神速

显示部分采用AT8951单片机,用来控制4位LED显示,且同数字部分的单片机进行通讯,还要对控制仪的模式相应的选择和控制。显示仪上设计有3只状态指示灯用来显示执行机构的状态:正转、反转、自动;按键:MODE/SET键、上键、下键,控制执行机构的工作模式和一些参数的初始化。这3部分通过接口连接,构成一个完整的控制系统,可以对一些类似气动马达等的执行机构进行控制。在实际应用中基本实现了预先要求的各种性能指标。

无锡征图钢业有限公司

热轧精密钢管用连铸圆管坯板坯或初轧板坯作原料,经步进式加热炉加热,高压水除鳞后进入粗轧机,粗轧料经切头、尾、再进入精轧机,实施计算机 控制轧制,终轧后即经过层流冷却和卷取机卷取、成为直发卷。直发卷的头、尾往往呈舌状及鱼尾状,厚度、 宽度精度较差,边部常存在浪形、折边、塔形等缺陷。其卷重较重、钢卷内径为760mm。将直发卷经切头、 切尾、切边及多道次的矫直、平整等精整线后,再切板或重卷,即成为:热轧钢板、平整热轧钢卷、纵切带等产品。热轧精整卷若经酸洗去除氧化皮并涂油后即 成热轧酸洗板卷。(1)合理选材。对精密复杂模具应选择材质好的微变形模具钢(如空淬钢),对碳化物偏析严重的模具钢应进行合理锻造并进行调质热,对较大和无法锻造模具钢可进行固溶双细化热。
郴州大口径方管汽车底盘矩形方管130*130*10发货神速
退火组织应为球状珠光体。硬度约在18HBW左右。火对于某些簧钢,如汽车扭杆簧钢,在热时容易引起组织和性能不均匀,残留较大的内应力。采用正火可以使簧钢钢组织均匀细小,消除内应力,便于成形。终热2.1淬火簧钢淬火加热时,要特别注意防止表面脱碳、过热和过烧、晶界氧化等缺陷,必须在有保护气氛的加热炉内加热,或在簧钢上涂保护涂料后在炉中加热,然后根据钢种采用水或油冷却。如汽车用内孔φφ16mm的波形簧钢垫圈,为防止氢脆现象65Mn改用65#和7#钢,技术要求43-47HRC。
市场资金利率回落,终端陆续补库,方管厂家钢价将窄幅整理9月业PMI微升,连续三个月回升,表明我国经济继续稳中有升,而钢铁PMI显着回落,显示当前钢市供需矛盾加大。本周央行公市场实现净投放330亿元,同时9月四大行新增款超过2750亿元,市场资金紧张局面有所缓解,资金利率小幅回落。近期进口矿、焦炭等原料价格继续保持坚挺,多数钢厂已经处于盈亏平衡或略有亏损的状况,成本对钢价的支撑有所趋强。本周钢价止跌微升,终端成交逐日回升,供需呈现弱平衡,终端节前备货普遍不多,市场存在一定的补库需求,预计下周钢价将以盘整为主。宏观经济增速回升难度依然很大,放松的可能性不大,未来城镇化对钢铁需求的拉动也比较有限,10月份供需形势难有显着改善,基本面可能依然偏弱,看好子行业 。
(2)模具结构设计要合理,厚薄不要太悬殊,形状要对称,对于变形较大模具要掌握变形规律,预留余量,对于大型、精密复杂模具可采用组合结构。
(3)精密复杂模具要进行预先热,消除机械过程中产生的残余应力。
(4)合理选择加热温度,控制加热速度,对于精密复杂模具可采取缓慢加热、预热和其他均衡加热的方法来减少模具热变形。
(5)在保证模具硬度的前提下,尽量采用预冷、分级冷却淬火或温淬火工艺。
(6)对精密复杂模具,在条件许可的情况下,尽量采用真空加热淬火和淬火后的深冷。
(7)对一些精密复杂的模具可采用预先热、时效热、调质氮化热来控制模具的精度。
(8)在修补模具砂眼、气孔、磨损等缺陷时,选用冷焊机等热影响小的修复设备以避免修补过程中变形的产生。
另外,正确的热工艺操作(如堵孔、绑孔、机械固定、适宜的加热方法、正确选择模具的冷却方向和在冷却介质中的运动方向等)和合理的回火热工艺也是减少精密复杂模具变形的有效措施。
浓缩分级设备针对选钛厂运用斜窄流浓缩分级机呈现的阻塞问题,本次扩能改造结合选钛厂实践选用昆明理工大学研发的高频振荡变方式斜板稠密分级设备。设备首要特色:分级浓缩通道的集成方式,确保各通道作业的安稳性和同一性,斜板组模块化,多个模块组合与集成使设备大型化,装置保护便利,分级浓缩进程在独立的斜板通道内别离完结,确保设备取得高而安稳的分级浓缩功率,依据矿浆性质和作业要求,进行斜板通道的变形规划,使设备发挥效能;抗静电、耐磨损、表面润滑疏水的特殊高分子材料的斜板,板面不粘接矿泥,斜板组模块间歇式高频微振,对斜板板面进行主动清洗,斜板板面不堆积物料,通道不阻塞,分级稠密功率大于7%,底流选用二级阀门操控。
转速为29r/min,接触应力5292MPa,试验温度为25℃,用45润滑油润滑高温弯曲疲劳极限热工艺试验温/℃óbb/MPa循环次 8.4>17高温硬度及1H高温保持后,再次加热的高温硬度热工艺HRC测量 Mo4高温不锈轴承钢室温及高温力学性能室温力学性能热工艺抗拉强度ób/MPa断后伸长率ó5(%) 疲劳极限热工艺温度/℃ó-1/MPa11℃油淬,5℃回火4次,每次回火1H41高温接触疲劳寿命热工艺转动次数/次(5%破坏率)112℃油淬,-76℃冷,52℃回火4次,每次回火2H6.5*15注:在ZYS-7型高温接触疲劳试验机上进行试验,转速29r/min,接触应力在4MPa,用429润滑油润滑,试验温度为2℃GCrSiWV(GCr15SiWV)中温轴承钢室温及高温力学性能室温力学性能热工艺ób/MPaós/MPaó5(%)ψ 9HBW87~89℃油淬,3℃回火2H,空冷62HRC高温力学性能热工艺试验温度/℃硬度HRCAk/J87~89℃油淬, 性能热工艺硬度HRC磨损量/mg上试样下试样88 在MN型磨损试验机上进行试验。
最新内容
推荐信息
其他信息